Muuttuvanopeuksiset ketjut, mukaan lukien PIV/rullatyyppiset portaattomasti säädettävät ketjut


PIV PORTAATTOMASTI MUUTTUVAT NOPEUSKETJUT
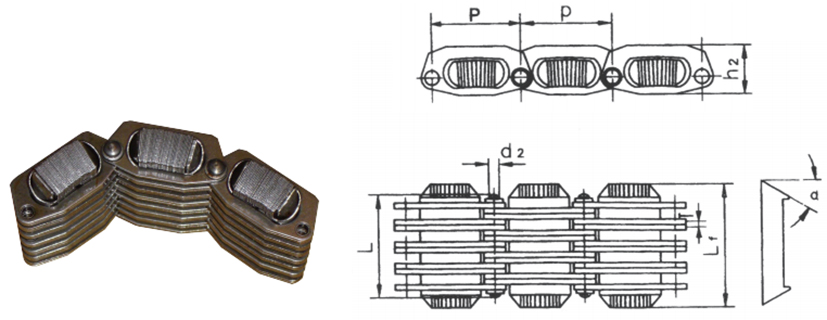
| GL Lapsen nro | Sisäkuori P mm | Tapin halkaisija, d2 (maks.) mm | Tapin pituus P (maks.) mm | Levyn syvyys h2.(max) mm | Levyn paksuus T(maks.) mm | Levyn paksuus T(maks.) mm | Leveys kitkalevyn yli asteen verran | Murtolujuus Q (min) Kn | Paino metriä kohden q Kg/m² |
| AO | 18.75 | 3.00 | 19.50 | 9.50 | 1.0 | 24.00 | 15 | 9.0 | 1.0 |
| Al | 19.00 | 3.00 | 19.50 | 10.60 | 1.5 | 30.44 | 15 | 9.0 | 1.0 |
| A2 | 25,00 | 3.00 | 30.10 | 13.50 | 1.5 | 37,80 | 15 | 21.0 | 2.0 |
| A3 | 28.60 | 3.00 | 35.30 | 16.00 | 1.5 | 44.20 | 15 | 38,5 | 3.0 |
| A4 | 36,00 | 4.00 | 48,50 | 20,50 | 1.5 | 58,50 | 15 | 61,5 | 5.4 |
| A5 | 36,00 | 4.00 | 60,50 | 20,50 | 1.5 | 70,00 | 15 | 71,0 | 6.7 |
| A6 | 44.40 | 5.40 | 70,00 | 23.70 | 1.5 | 77,00 | 15 | 125,0 | 9.0 |
RULLATYYPPISET PORTAATTOMASTI SÄÄDETTÄVÄT KETJUT
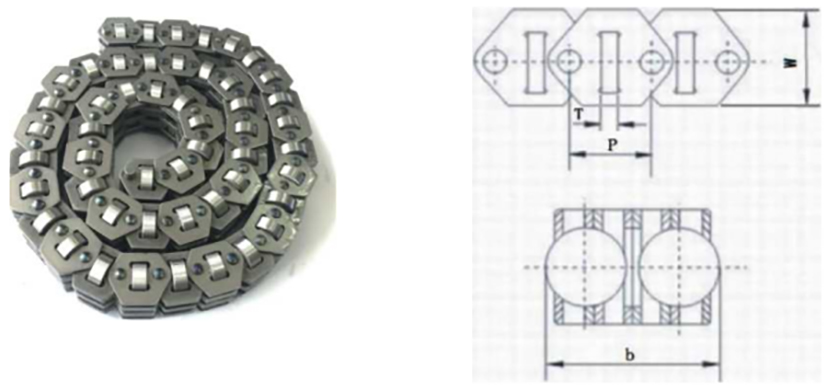
| GL KETJUN NUMERO | PIKI | LEVY KORKEUS | RULLAA LEVEYS | RULLAA PAKSUUS |
| P | W | b(min) | T (maksimi) | |
| mm | mm | mm | mm | |
| RBO | 10.10 | 923 | 12.00 | 2,90 |
| Intian keskuspankki | 1220 | 12.30 | 16.04 | 4.10 |
| RB2 | 14.66 | 14.80 | 20.00 | 4.74 |
| RB3 | 12.60 | 16.60 | 24.60 | 4.70 |
| RB4 | 14.00 | 20.70 | 31,00 | 5.50 |
| RC3 | 1320 | 18.80 | 24.54 | 4.70 |
| RC4 | 1620 | 22.50 | 31,00 | 5.30 |
Vaihteiston vaihteistoketjut
1. PIV-ketjut, joissa portaaton nopeussäätö:
A0, A1, A2, A3, A4, A5, A6
2. Rullatyyppiset portaattomat nopeusketjut:
PSR1, PSR4, PSR5, RB0, RB1, RB2, RB3, RB4, RC3, RC4 jne.
Toiminto: Tulosignaalin muutos ylläpitää vakaampaa lähtöpyörimisnopeutta. Tuotteet on valmistettu korkealaatuisesta seosteräksestä. Levyihin rei'itetään ja puristetaan reikiä tarkkuustekniikalla. Tappi, holkki ja rulla koneistetaan tehokkailla automaattisilla laitteilla ja automaattisilla hiomalaitteilla, minkä jälkeen ne lämpökäsitellään hiiletyksellä, hiili- ja typpisuojauksella varustetulla hihnauunilla ja pintapuhdistuksella. Kokoonpano tapahtuu tarkasti sisäisten reikien sijainnin perusteella ja niitataan niiteillä paineen avulla koko ketjun suorituskyvyn varmistamiseksi.
-

Neljäpyöräiset kärryt SUS304/GG25/Nailon/Teräs...
-

Maatalousketjut, tyyppi S32, S42, S55, S62, C...
-

Nivelketjut, tyyppi 662, 662H, 667X, 667XH, 667...
-

A/B-sarjan rullaketjut, raskaaseen käyttöön, suorat...
-

Hitsatut teräsmyllyketjut ja lisäosilla, ...
-

Sivupalkkien ketjut raskaaseen käyttöön/kampi- tai...